
A kompozitok lényege, hogy amikor a nagy szakítószilárdságú, de a pontszerű behatásra rosszul reagáló szálakat megfeszíti a műgyanta, a terhelés nem egy pontra kerül, hanem elhúzza a szál elejétől a végéig - tehát átadja a terhelést a szálak teljes hosszára.
Alapvetően kétféle kompozit terjedt el, az üvegszálas és a szénszálas. Az üvegszál sokkal olcsóbb, nehezebb, és sokkal finomabb szövési mintát enged, a szövetszálak jóval vékonyabbak tudnak lenni. Viszont korántsem olyan merev, mint a karbon: az üveg tud nyúlni, emiatt a hajlítást is jobban viseli. Karbonra ott van szükség, amikor egyszerre kell elképesztően erősnek és könnyűnek lenni.

Ott kell tehát karbon, ahol úgy kell merevnek lenni, hogy nem lehet súlya, illetve ahol számítani lehet arra, hogy behatásokra, például ütésekre rugalmasan kell reagálni. Viszont a karbon sem Szent Grál, bizonyos esetekben jó, és olyankor fantasztikus, de az esetek 95%-ában teljesen indokolatlanul használják. Drága és szép, ezért sokszor csak a műanyag legfelső részére húznak belőle egy vékony réteget, ami a parasztvakítás tipikus esete.


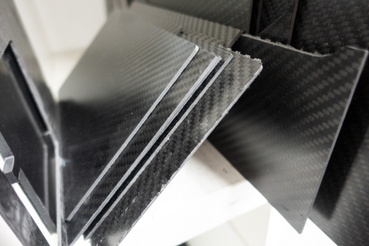
Szénszálat rengeteg változatban lehet kapni: szálban, szövetként vagy akár kompozit lapként. Magában a szálak minőségében nagy szórás nincs, több múlik a műgyantán, de maga az anyag minősége a mechanikai összeállításon áll vagy bukik. A gyanta-szénszál arány választja el a jót a hitványtól, ha sok a gyanta, akkor eltávolítja egymástól a szálakat, amik nem adják át egymásnak a feszültséget, illetve ebben az esetben a műgyantának akkora távolságot kell áthidalnia, amire már alkalmatlan. Ha pedig kevés a gyanta, az egymás keresztező szálak cikkcakkosra roppantják egymást.

A legegyszerűbben kiszúrható anyaghiba a buborék, amikor a szálak közötti területet nem tölti ki a műgyanta - olyankor nincs is a szálak között átvitel. A nem egyenletes vastagság már nehezebben szúrható ki, de az olcsóbb lapokat végigmérve könnyen találni egész nagy, akár fél milliméteres ingadozásokat. Ezek akkor alakulnak ki, ha préselésnél nem kap egyenletes nyomást a teljes felületen, és emiatt lesz ingadozó a szénszál és a műgyanta aránya. És mivel a karbon kompozit lényege, hogy a terhelést a lap egész felületén elosztja, ez azt is jelenti, hogy nagyon jó hatásfokkal vezeti a leggyengébb pontra is, ahol az anyag megroppan, és kártyavárként dől össze a szerkezet.
A szénszálas kompozitok akkor tudnak igazán jók, amikor domború felületen is lapként tudnak működni, a feszültséget pedig a kupola minden irányában el tudják vezetni. A másik ideális felhasználási terület a különböző szendvicsszerkezetek, amikor például két kompozit lap közé méhsejtszerű rács kerül. A rács fő feladata, hogy egyenletes távtartást ad két lap között - ezek a szerkezetek egyszerre pillekönnyűek és rendkívül merevek, nem véletlenül használják őket a repülőgépgyártásban.


A nyers szövettel való domború formák kialakításához kell a kézügyesség és a gyakorlat, hogy a szálakat a domború felületen egyenletesen húzza szét a mester, és éppen ezért, a domborulatokon és a sarkokon érhető tetten leginkább a szénszálazást végző ember szaktudása. Amikor a kiterítik a sablonra a szövetet, és elkezdik simogatni, hogy szépen terüljön, akkor éppen azt a részét végzik a munkának, amelyhez óriási tapasztalat kell. És éppen ez az a munkafázis, amit nem igazán lehet gépesíteni.
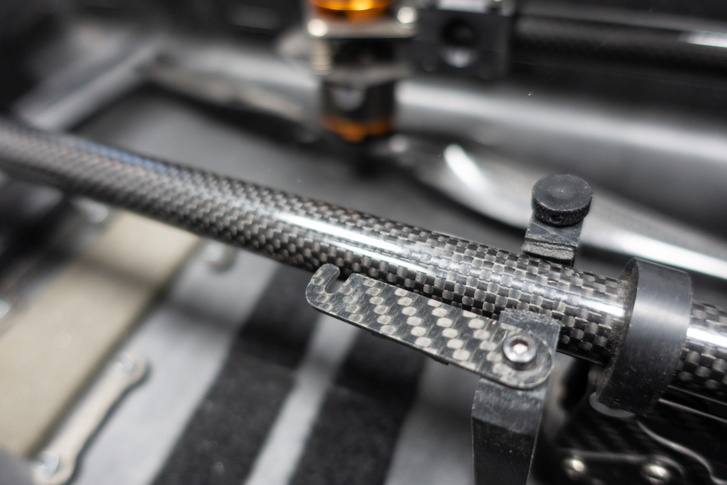
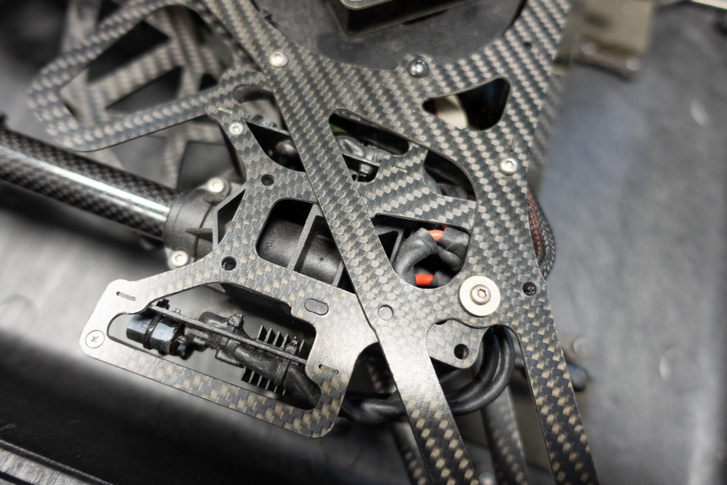
Mint már volt róla szó, a szénszál nem csodaanyag, nem alkalmas mindenre. Például egy 90 fokos szövésű karbon-kompozit lapból ha nem 90 vagy 45 fokos szögben vágnak ki egy csíkot, terhelésre nem csak hajlik, hanem csavarodik is. Ugyanígy elvesznek az előnyei, ha egy lapból bonyolult formákat vágnak ki - ha a szálak nem futnak végig, nem tudják ellátni a feladatukat.

A másik hátránya, hogy a tervezett deformációja nem igazán szimulálható - nem véletlen, hogy a MotoGP-ben már mindenki felhagyott a karbonvázzal való kísérletezéssel. Túl sok változó van, hogy megbízhatóan lehessen modellezni - a rétegek száma, a szövés módja, a szálak vastagsága, stb. Szintén kihívás elé állítja a mérnököket, amikor egy autó vázát építik meg karbonból, olyankor ugyanis a kaszni nagyon hatékonyan ellenáll a külső behatásoknak, de elég egy rosszul elhelyezett blokktartó, vagy akár csak egy nem kellően körültekintően beépített csavar az ülés rögzítéséhez, hogy a szerkezet megroppanjon. Éppen ezért egy karbon autóváz mérnöki csúcsteljesítmény, sokkal több buktatóval, mint ami akár csak távolról is látszik.
A karbon megmunkálása
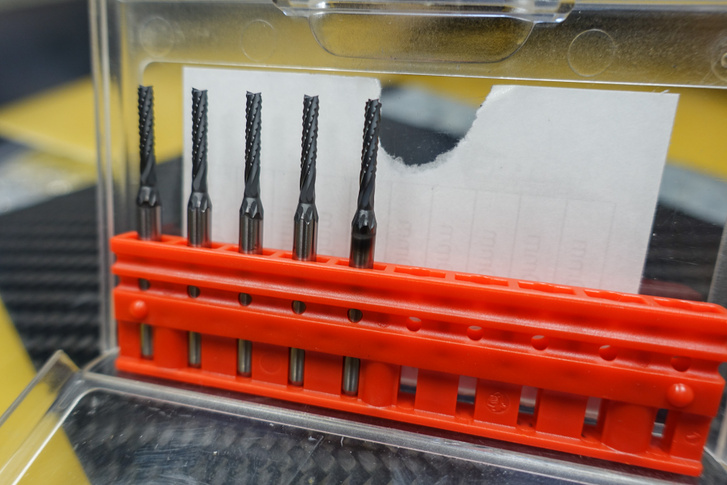
A karbon-kompozit gonosz anyag, nehéz megmunkálni, miközben zabálja a szerszámot. Hagyományos fúróval vagy reszelővel kár nekiállni, egyrészt tönkreteszi a szerszámot, másrészt ocsmány lesz a megmunkált felület. A karbonhoz gyártott marószerszám például bevonatos, és az oldaléle nem egyenes, hanem fogazott.
A CNC sem szokásos fordulaton (kb. 18-32 ezer/perc) dolgozik, hanem percenként 70 ezret fordul. A nagy élsebesség nem csak a szerszám visszaélezés szempontjából érdekes, hanem mert ilyenkor az elemi szál a mechanikai tehetetlensége miatt nem hajlik el, tisztább a vágás. Kisebb fordulaton, kisebb előtolással a hő miatt fellágyul az anyag, és elhajlott állapotban vágja át a szerszám, így szőrös, porózus felület marad utána. A szép élekhez nagy fordulat kell. Emellett figyeljünk oda az elszívásra, a tüdőbe került finom karbonpor az életünk végéig ottmarad.
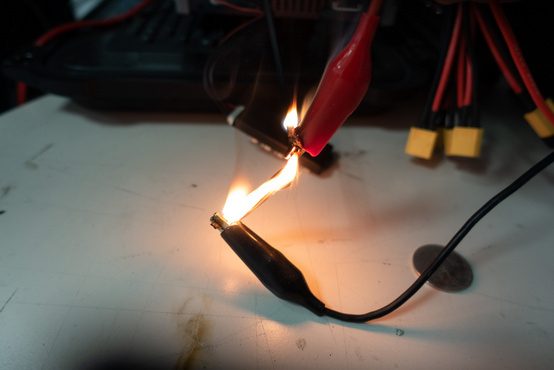
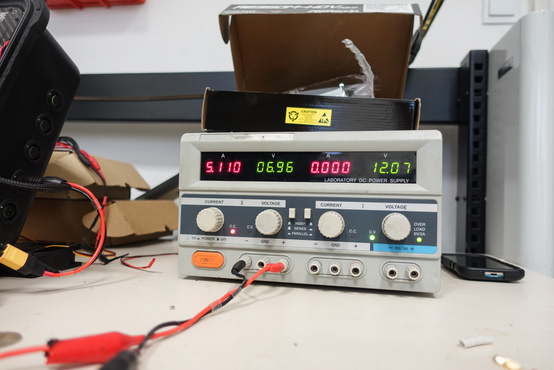
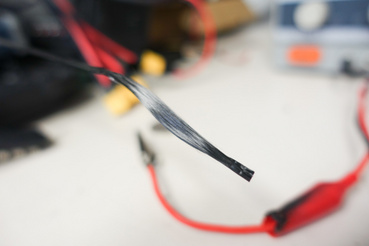

Van még egy veszélye a járműgyártás szempontjából, mégpedig hogy a szénszál vezető, de nem különösebben jó vezető - fémekhez képest nem jó, de annyira nem nagy az ellenállása, hogy megakadályozza az áram folyását (ha nem tudsz követni, itt egy kis segítség). Így melegszik, sőt, ideális gyújtós, hiszen van jó fűtőszál, körülötte pedig ott a remekül égő műgyanta. Meg is néztük, hogy viszonylag szerény áram alatt, 12V-on és 5-6 amper körül milyen szépen izzik, és égeti le magáról a kötőanyagot.